












Этапы контроля:
- Проверка отгрузочных документов.
- Визуальный контроль.
- Инструментальный контроль
Контроль проводится с целью предотвращения запуска в производство продукции, не отвечающей требованиям чертежей КМ и КМД.
Проверка отгрузочных документов.
Пересчитываем прокат и сравниваем с количеством указанным в товарно-транспортных накладных.
Далее сравниваем количество и стоимость оплаченного проката по счету и по отгрузочным накладным.
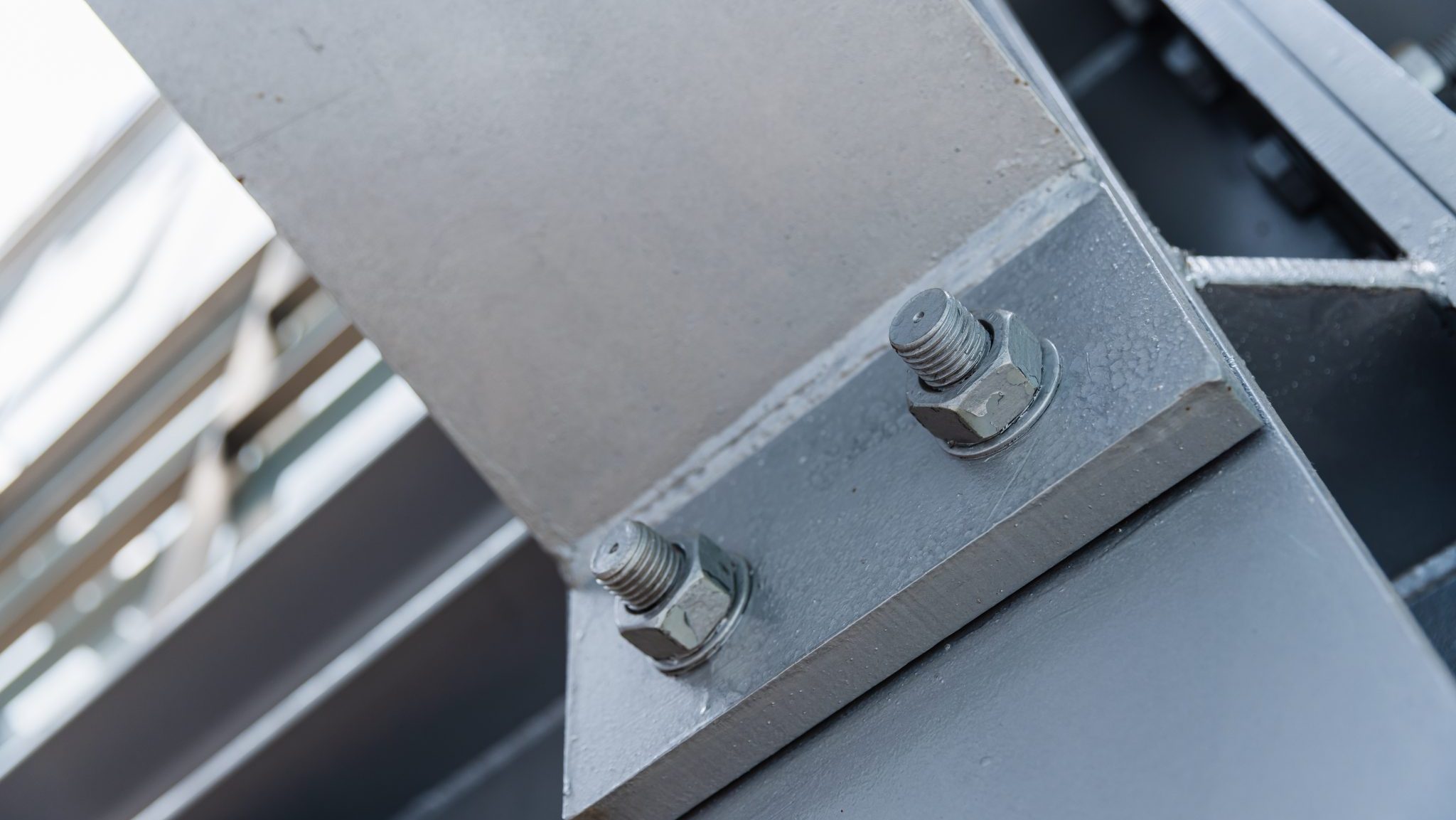
Проверяем наличие сертификата на металлопрокат – срок действия, номер партии, номер плавки, химический состав, механические свойства.
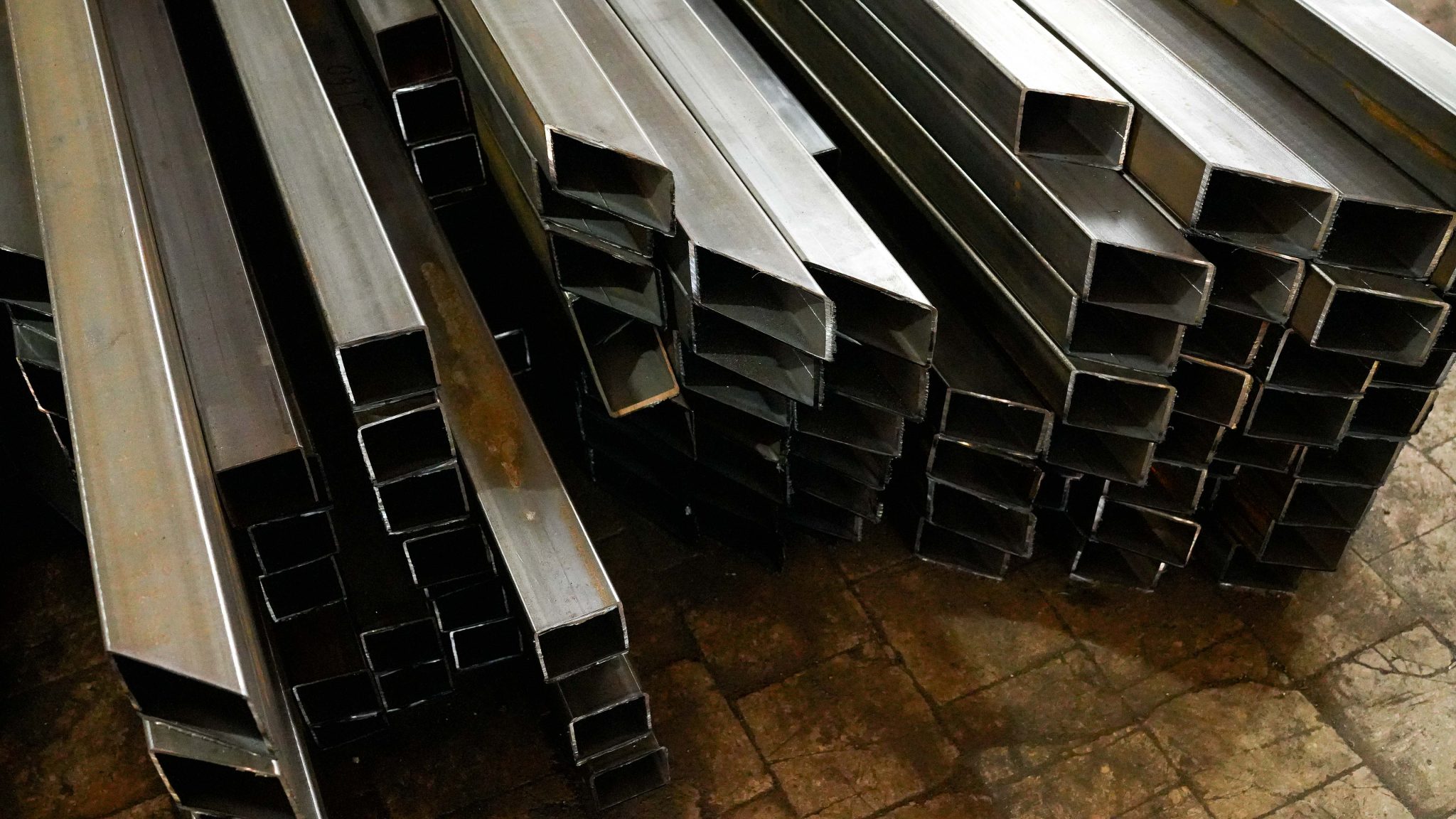
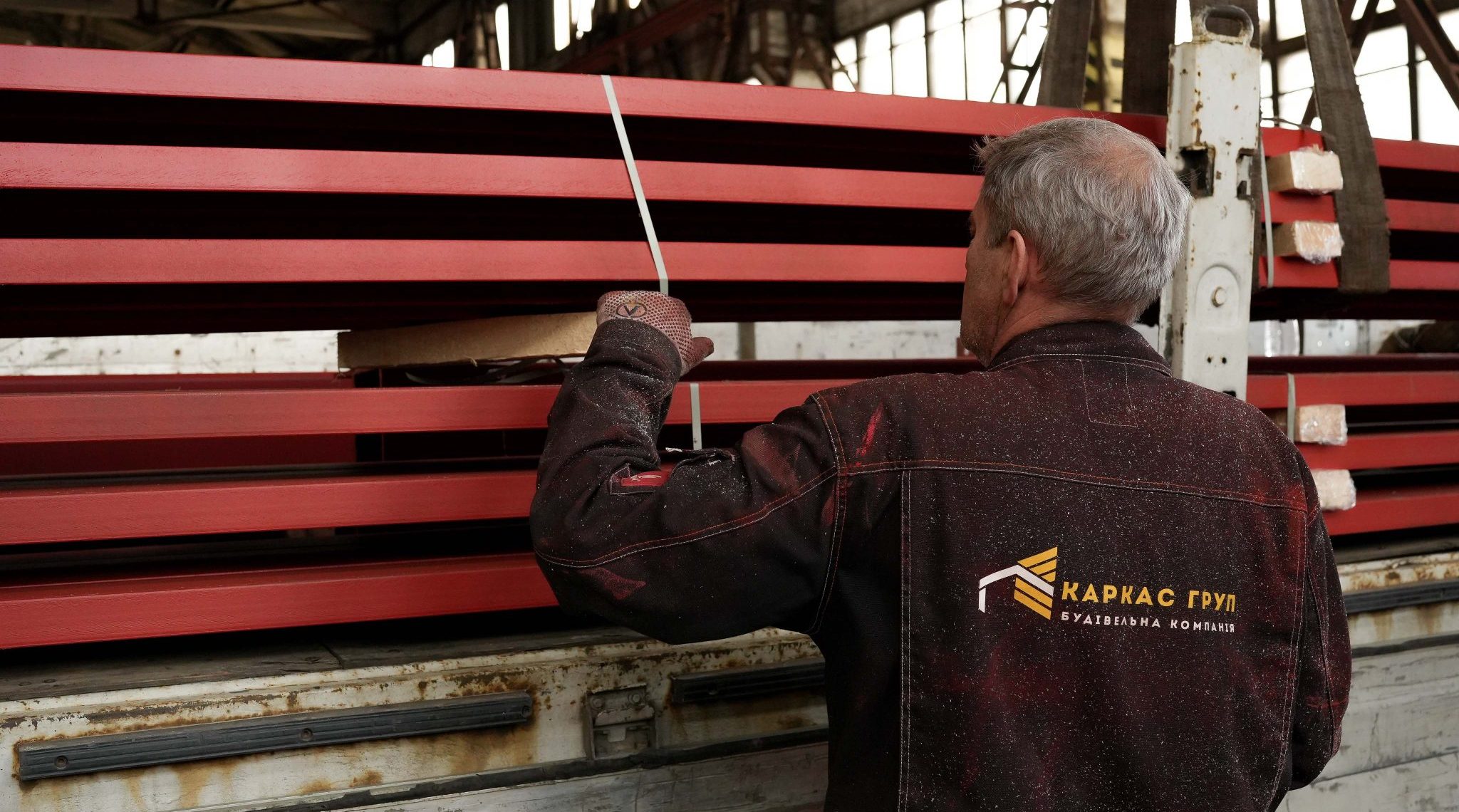
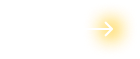
Визуальный контроль.
Листовую сталь проверяем на прогиб и волну, профильные трубы – на изгиб, спираль, радиус закругления.
Обязательно осматриваем маркировку на прокате и сверяем с документами.
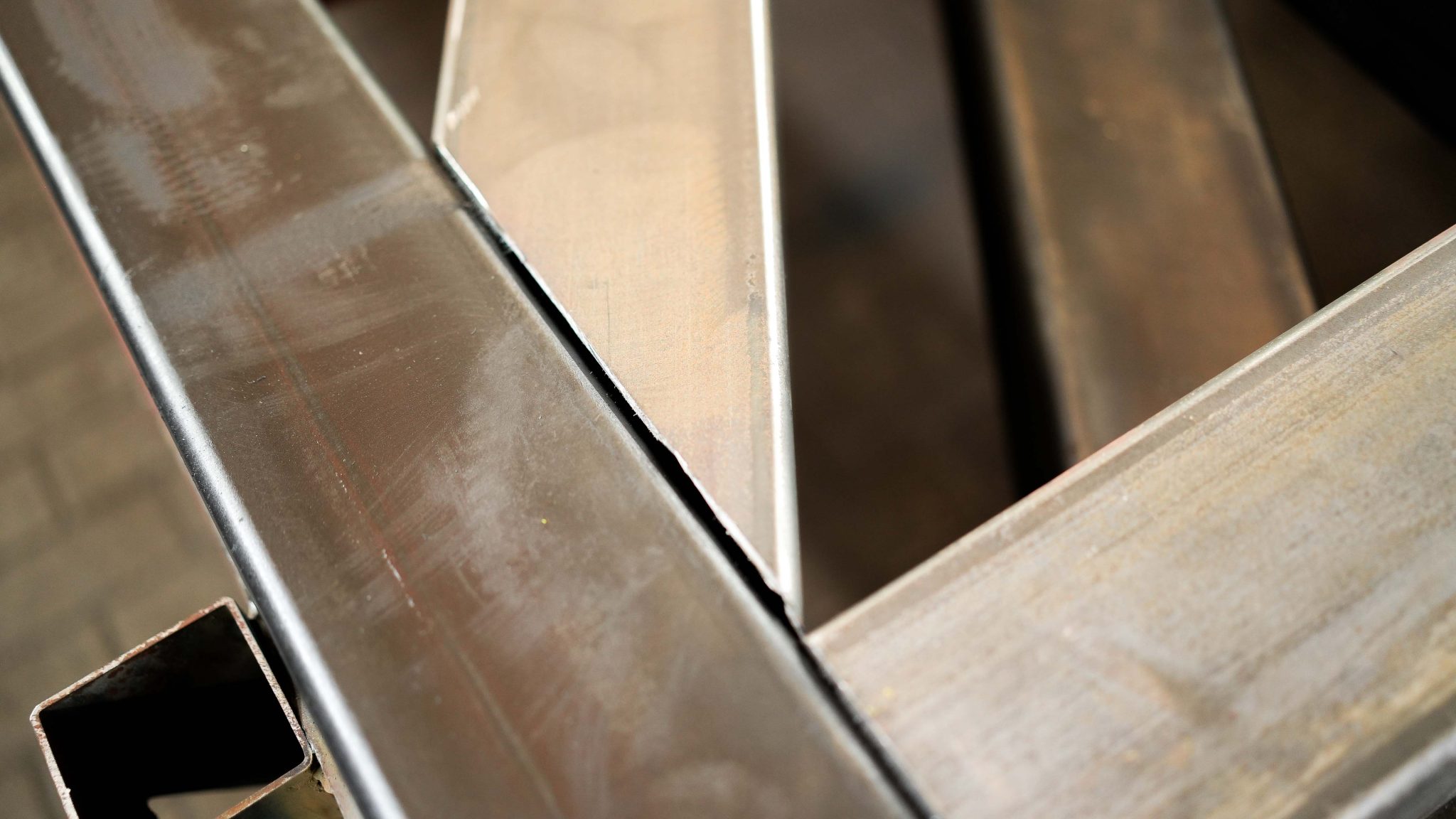
Также проверяем прокат на наличие:
- рисок на поверхности (они возникают из-за попадания мелких частиц на прокатные валы);
- впадин (из-за избытка металла на валах);
- пленки (которая возникает при раскатывании слитка, имеющая застывшие капли жидкого металла на своей поверхности);
- волосовин – с виду тонкие трещины на поверхности и вытянутые вдоль направления деформации (через неметаллические включения или газовые пузыри);
- коррозии.
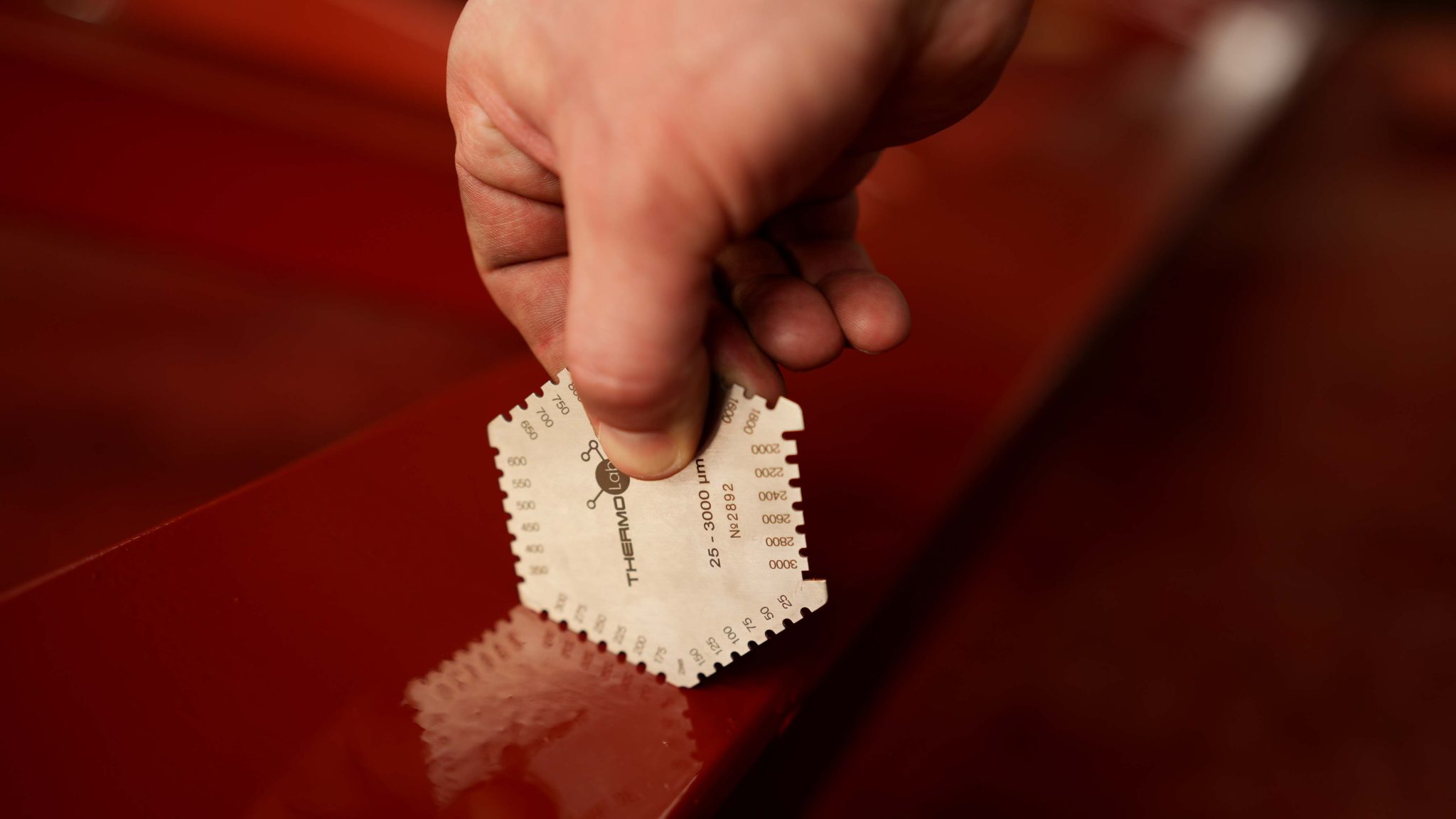
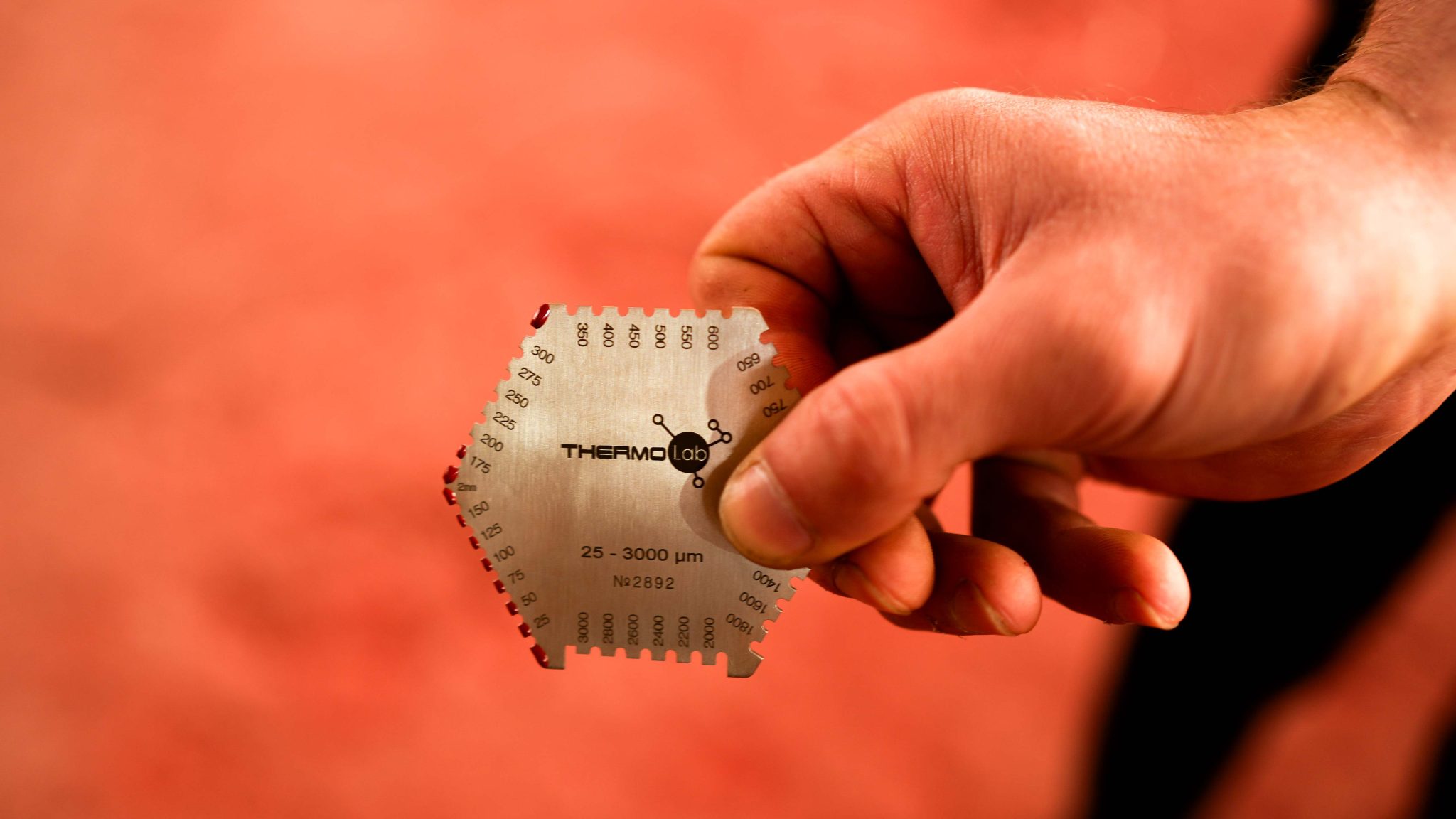
Инструментальный контроль.
Гладким микрометром проверяем толщину стенок профильных труб и листового проката.
Измерения гладким микрометром производятся по определенным правилам. Сначала протирается поверхность. Инструмент выставляется на ноль. Затем изделие зажимается и производится натяжение барабана до 3-х щелчков. Определяем размер по всем шкалам и заносим результаты в журнал.
Штангенциркулем замеряем диаметр и стороны профильных труб и швеллеров.