












Етапи контролю:
- Перевірка відвантажувальних документів.
- Візуальний контроль.
- Інструментальний контроль
Контроль проводиться з метою запобігання запуску у виробництво продукції, яка не відповідає вимогам креслень КМ та КМД.
Перевірка відвантажувальних документів.
Перераховуємо прокат та порівнюємо з кількістю вказаною у товарно-транспортних накладних.
Далі порівнюємо кількість та вартість оплаченого прокату за рахунком та за відвантажувальними накладними.
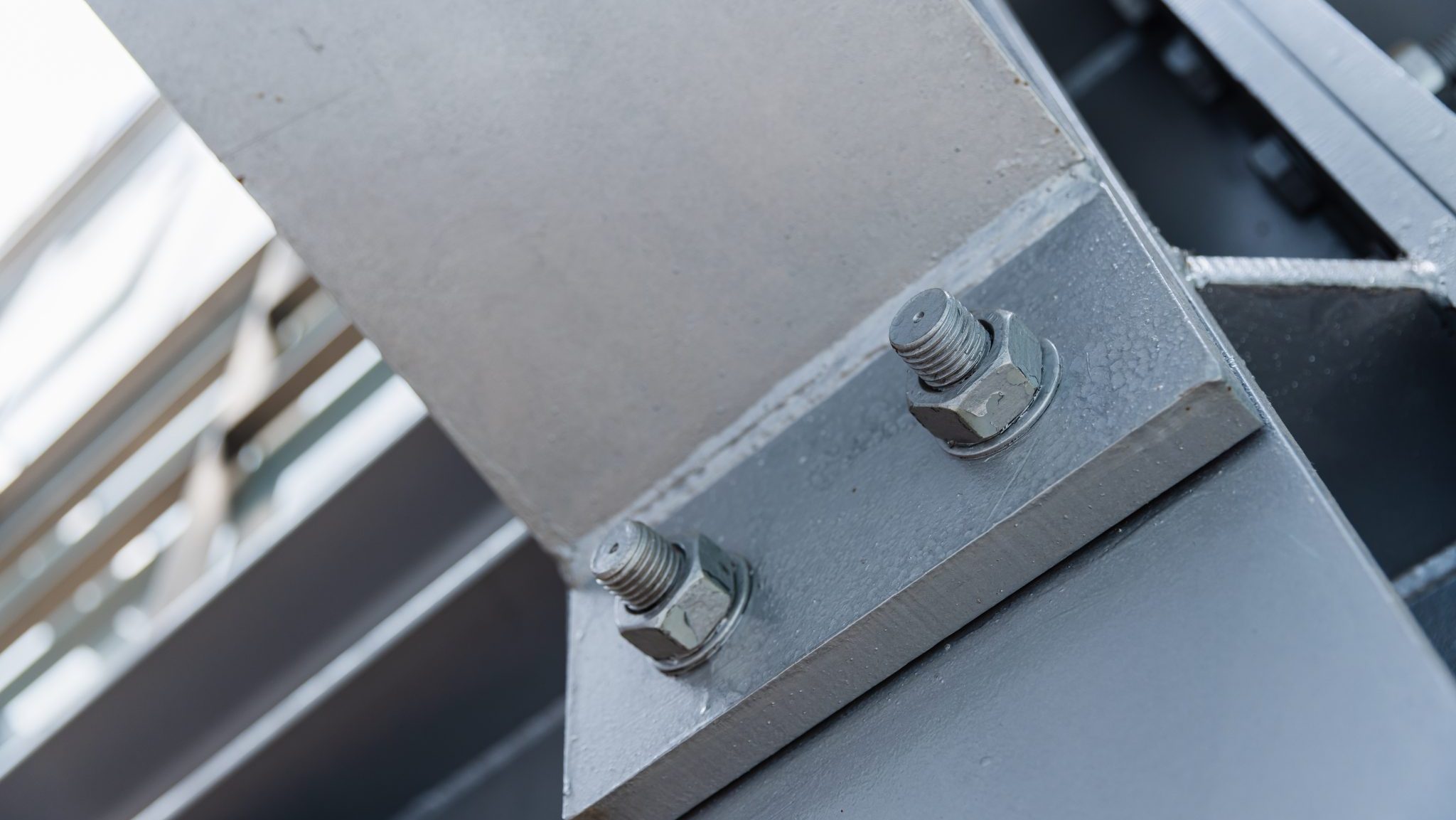
Перевіряємо наявність сертифіката на металопрокат – термін дії, номер партії, номер плавки, хімічний склад, механічні властивості тощо.
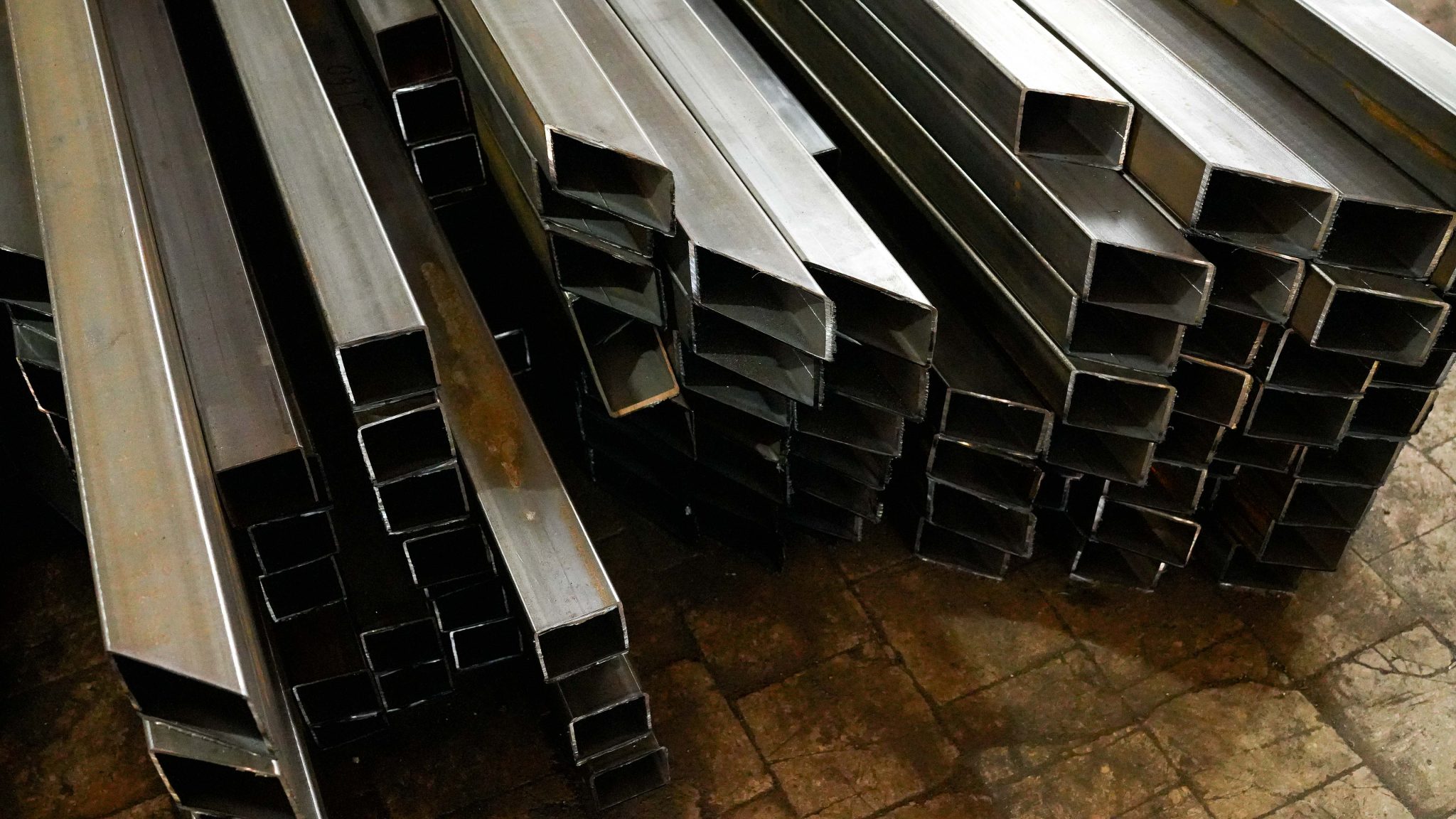
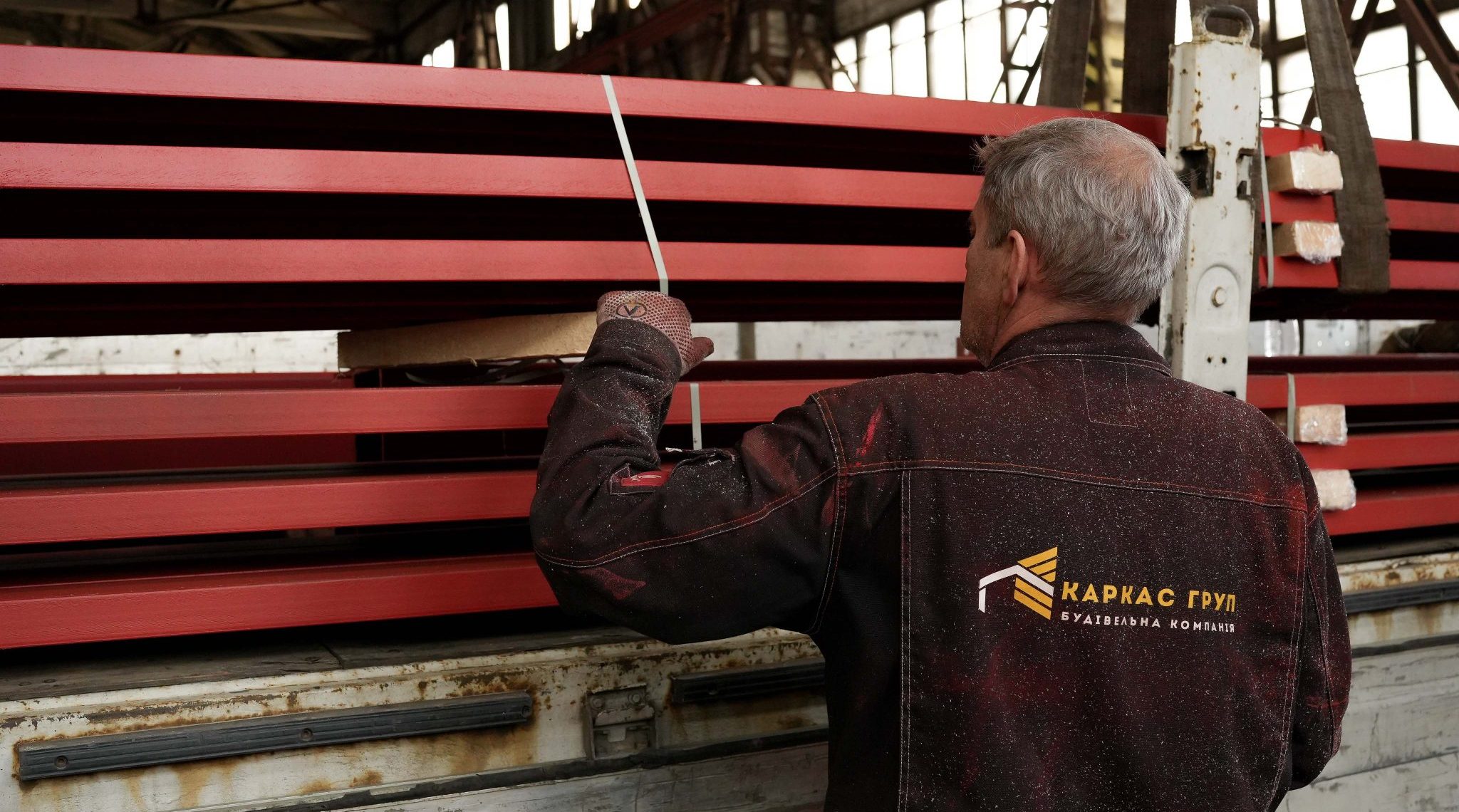
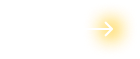
Візуальний контроль.
Листову сталь перевіряємо на прогин та хвилю, профільні труби – на вигин, спіраль, радіус заокруглення.
Обов’язково оглядаємо маркування на прокаті та звіряємо з документами.
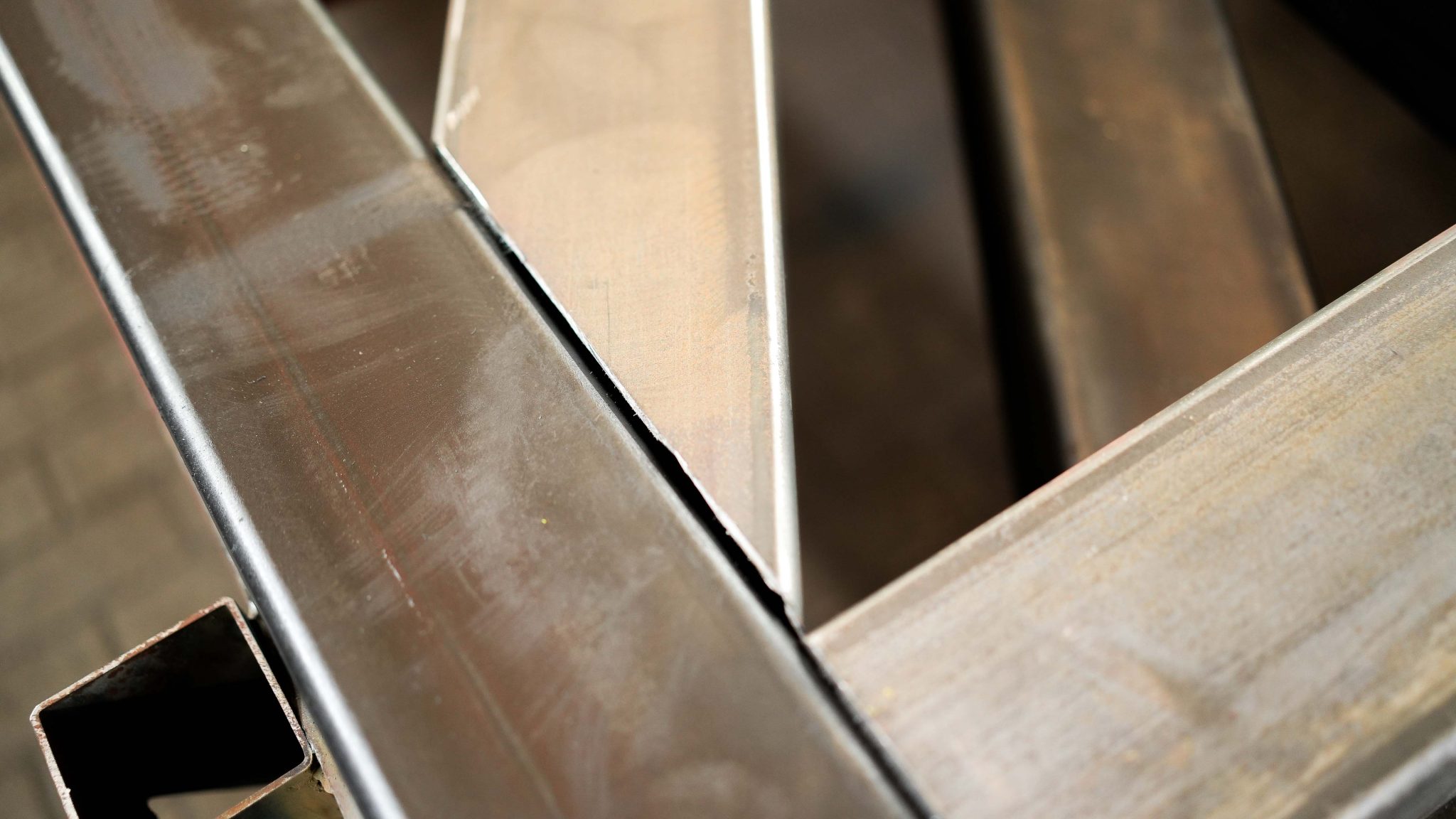
Також перевіряємо прокат на наявність:
- рисок на поверхні (вони виникають через влучення дрібних частинок на прокатні валки);
- занепадів (через надлишок металу на валках);
- плівки (яка виникає при розкочуванні зливка, що має застиглі краплі рідкого металу на своїй поверхні);
- волосовин – на вигляд тонкі тріщини на поверхні і витягнуті вздовж напрямку деформації (через неметалеві включення або газові бульбашки);
- корозії.
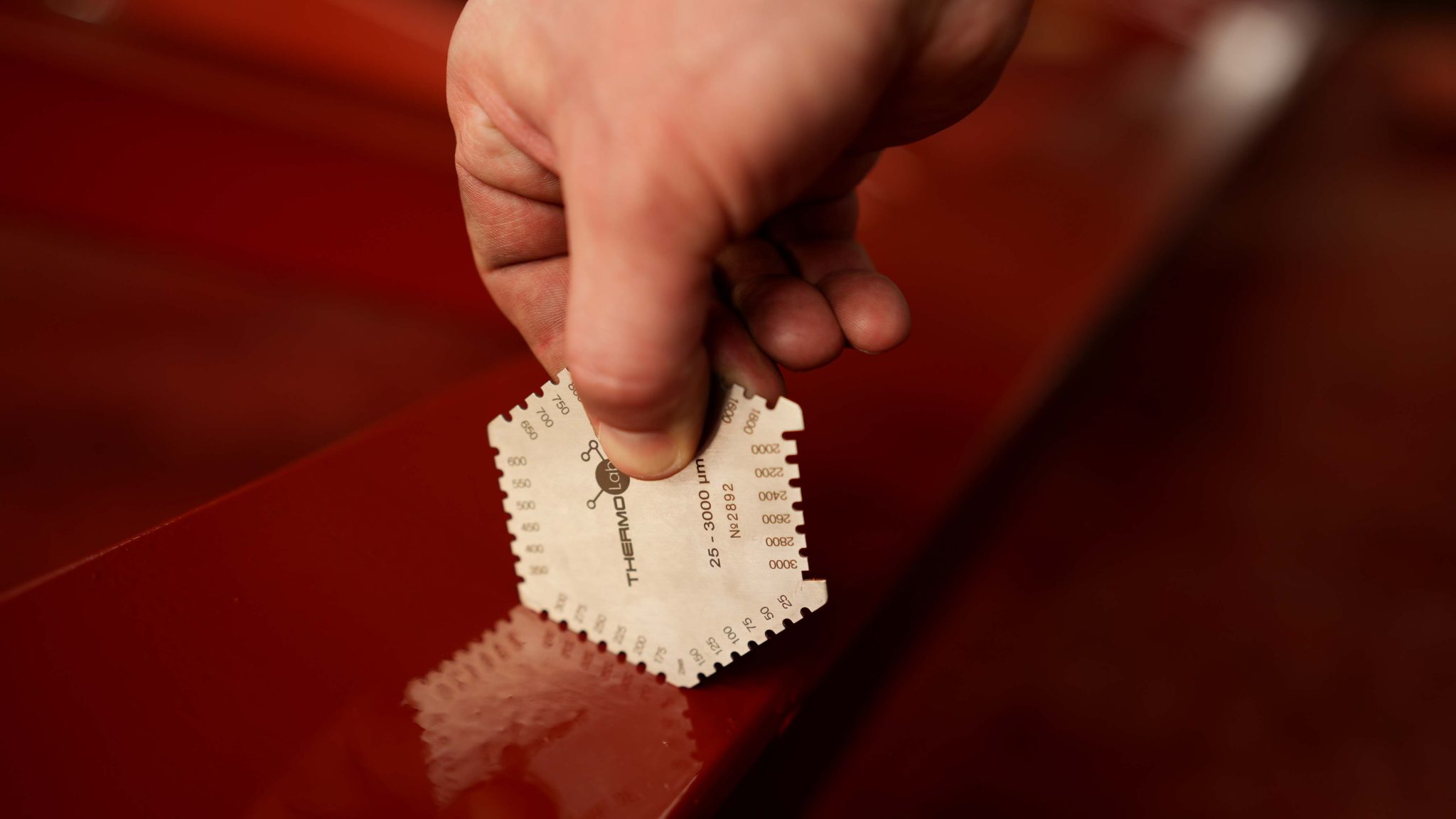
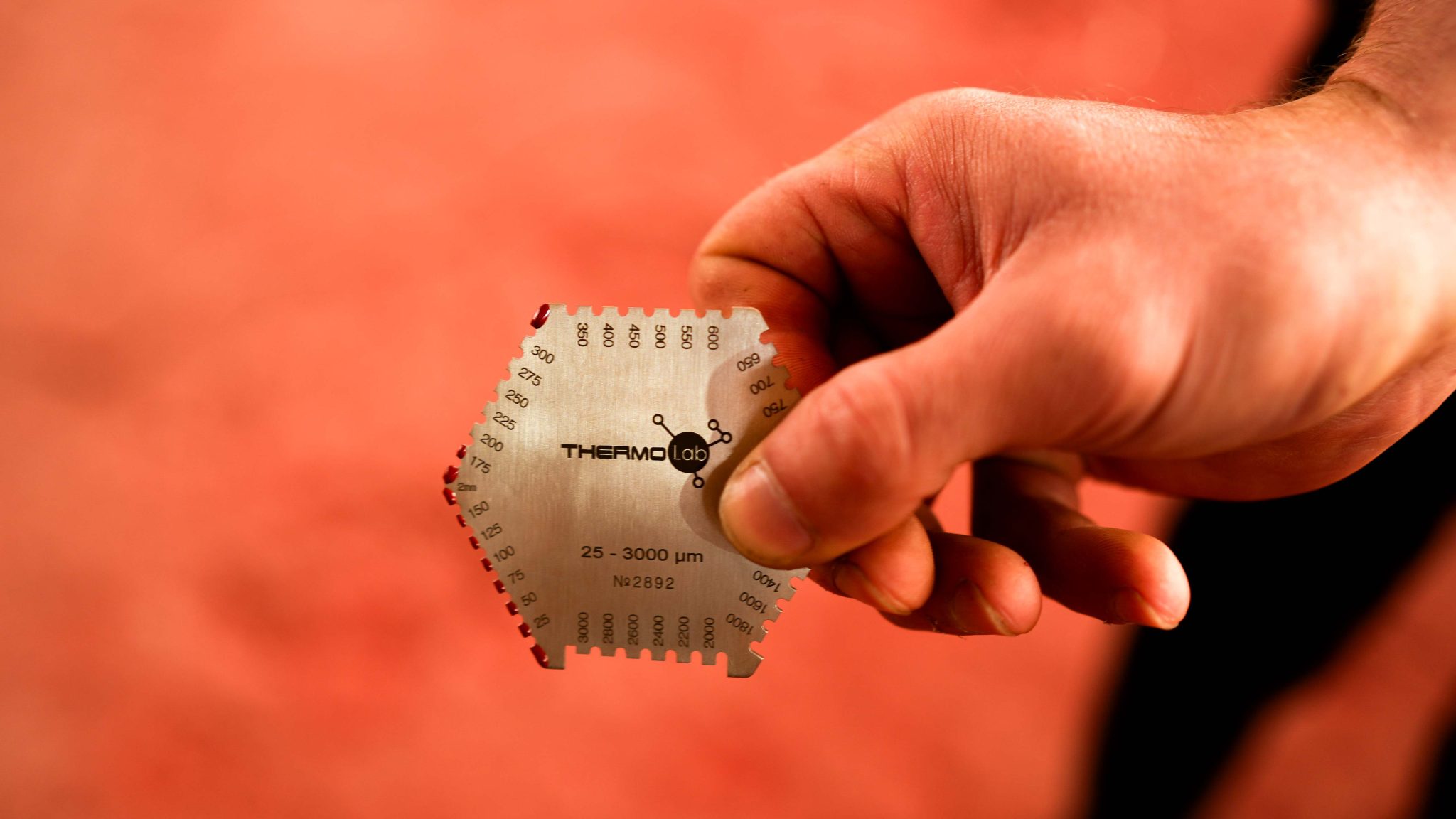
Інструментальний контроль.
Гладким мікрометром перевіряємо товщину стінок профільних труб та листового прокату.
Виміри гладким мікрометром виконуються за певними правилами. Спочатку протирається поверхню. Інструмент виставляється на нуль. Потім виріб затискається і проводиться натяг барабана до 3-х клацань. Визначаємо розмір за всіма шкалами та заносимо результати до журналу.
Штангенциркулем заміряємо діаметр та сторони профільних труб та швелерів.